ドライビット「アウサレーション®」は世界標準の湿式外断熱工法です
ドライビットシステムズ社が40年以上にわたって培ってきた「アウサレーション」の技術と歴史。
その品質の確かさは、世界110カ国以上に年間1,400万㎡以上、1969年の販売開始以来の累積販売面積が4億㎡以上という圧倒的な数字が証明しています。
生産においても、米国4拠点のほか、カナダ、ポーランドの計6拠点から国際展開を行っており、名実ともに「世界標準外断熱工法」となっています。
特長
-
自由なデザインと優れた施工性
EPS断熱材「ドライビットボード」は、カッターやホットナイフ等による切断加工が簡単にできます。設計者のイメージをそのまま形にすることができ、デザイン面や意匠面においての高度な要求にも比較的容易に対応することができます。
-
メンテナンスコストの軽減
表面の仕上げ材は、薄塗りでも衝撃に強く、防火性、耐候性に優れた特殊な弾性樹脂モルタルを採用しています。防塵性能(DPR)と防かび機能(PMR)を備えていますので、メンテナンス費用をかけなくとも、長期間にわたり美観が確保されます。
-
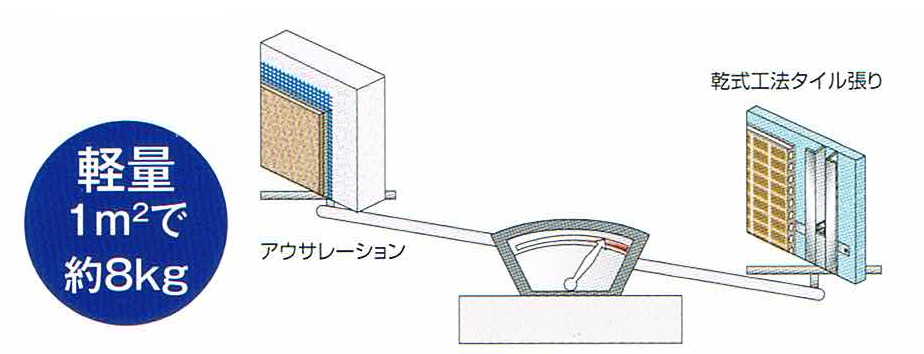
構造への荷重負荷を軽減
優れた断熱性能、透湿性能、耐候性を備えながら、非常に軽量にできています。また、直接躯体にはり付ける工法ですから、外装のための特別な加工も不要で、構造躯体への荷重負荷も極めて少なくて済みます。
-
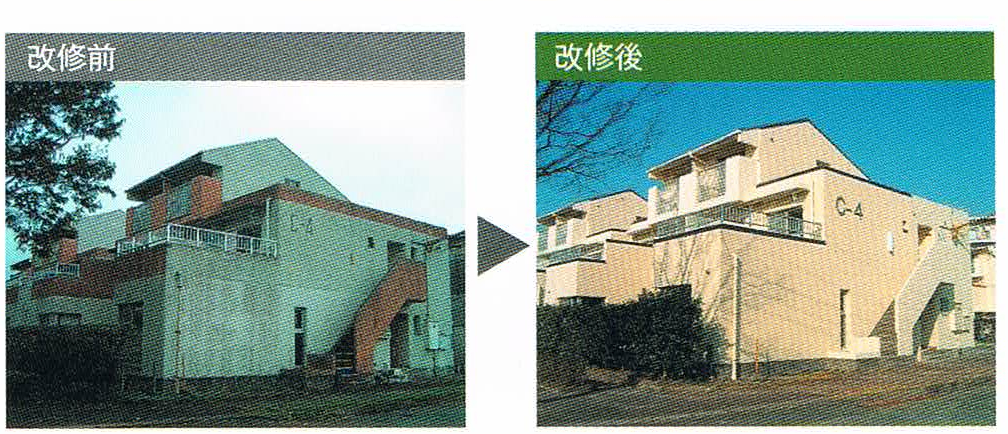
改装への対応も容易
既存壁面への直張りが可能ですので、古い建物でも簡単に短期間で「外断熱改装」が行えます。工事は基本的に室外からのみ行われ、電動ドリルや電動カッターのような騒音を発生する工具も使いません。
-
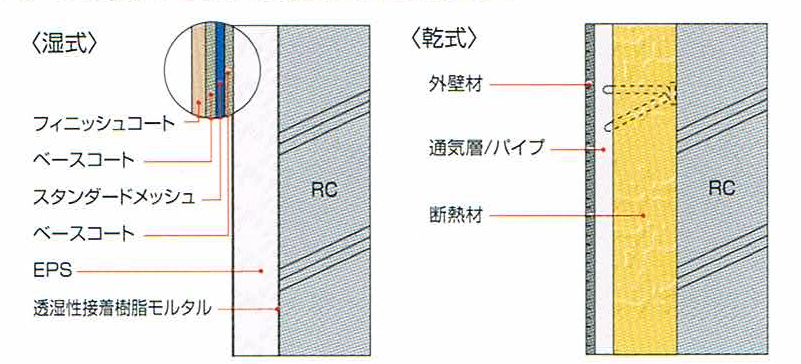
通気層胴縁が不要
直接躯体にはり付ける工法ですので、躯体と外装材の間に通気層が不要です。胴縁や外装材取り付けのための金具なども必要ありませんので、コストの削減や工期の短縮が図れます。
-
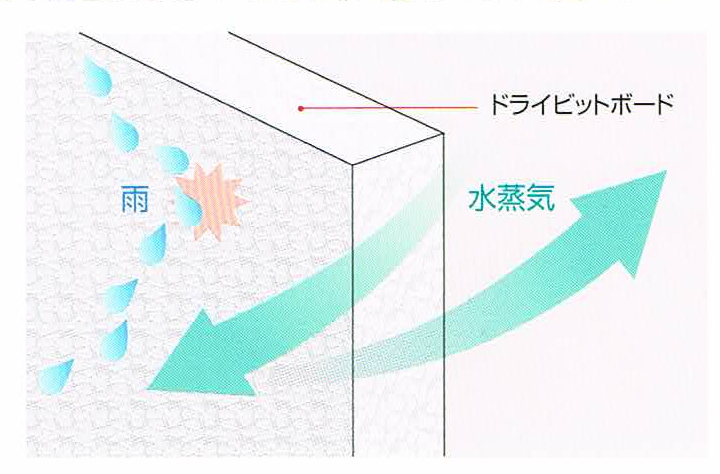
断熱性と透湿性に優れたドライビットボード
断熱性が高く透湿抵抗の小さい高性能EPSを躯体の外側にはり付けることにより、躯体(コンクリート)が外気温の変化に左右されにくくなり、コンクリートの蓄熱性能を効果的に利用できるようになります。冬季は、室内温度が適温で安定夏季は、庇などを設け直射日光を防ぐことで冷房効果が飛躍的に向上結露の発生が抑えられると同時に建物の寿命も延ばすことができます。
-
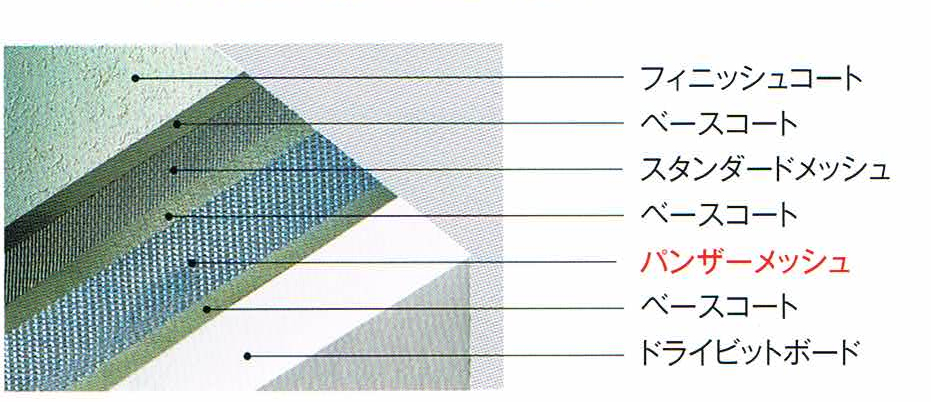
高度な耐衝撃性能
ドライビットボードとベースコート、スタンダードメッシュ、フィニッシュコートが一体化することで、高度な耐衝撃性能が得られます。物や台車などがぶつかるおそれのある低層部には、さらに高強度が得られるハイスペックのグラスファイバーメッシュ「パンザーメッシュ」を用意しています。(一般的にGLから2mまで適用します。)
-
設計から施工までをフォロー
ドライビット「アウサレーション」の特性を理解し、正しく設計・施工が行われ、その性能が十分に発揮される建物が提供できるよう、当社および当社認定の代理店では設計から施工まで、すべての分野でバックアップを行っています。
設計者支援 代理店育成 専門施工店育成 設計者には、設計支援のため、製品データの提供や技術サポートなどを行っています。 ドライビット「アウサレーション」のエキスパートである代理店・特約店を育成し、設計・施工の支援を行っています。 米国ドライビットシステムズ社の指導のもと、当社が国内での研修(教育と実地指導)を行っています。 -
低価格を実現
コストを抑えた材料とシステム化された施工により、高性能の外断熱建築を低価格で実現することができます。外断熱にかかるコストは、乾式工法に比べ、低減することができます。
世界で認められた高い防火性能
80年代初め、米国での防火規制に対する世論の高まりの中から「多層階防火試験」が誕生しました。
平成10年および12年の建築基準法・同施行令などの改正により、耐火構造の性能「火災に対する非損傷性等」に影響を及ぼさない「あと施工外断熱工法」は、法的規制を受けることなく実施できることになりました。
米国では、1980年代初め頃、急拡大する発砲系外断熱工法(EIFS)の防火規制のあり方をめぐり世論が高まりを見せ、実証主義を旨とした多層階防火試験(マルチストーリーテスト)が誕生しました。
米国政府が創設した過酷な防火試験である「多層階防火試験」にドライビット「アウサレーション」は最初に合格しました。
多層階防火試験
高さ7.3m、幅4.6m、奥行き4.6mの2階建て構造の試験用躯体に試験体(ドライビット)をはり付け、1階部分に開口部を設けます。
室内でダグラス・ファーで造った箱を約30分間燃焼し、上層階への延焼について試験を行います。
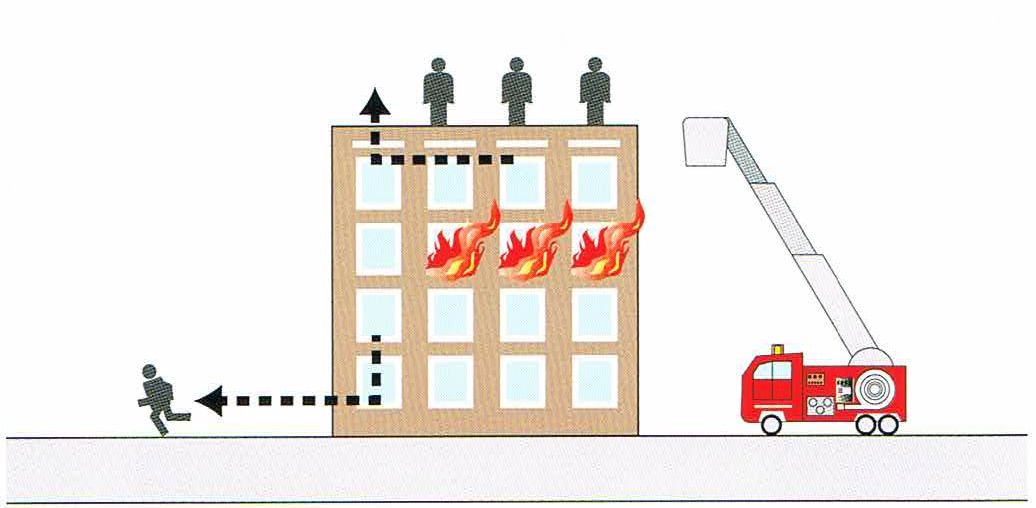
多層階防火の重要性
建築の高層化が進む中、万一火災が発生し、上層階へ延焼するようなことがあれば、それは大きな被害に直結します。上層階へ燃え広がることのない防火性能を備えた外壁材を使用することは、「安全」を守る上で最も重要であり、基本でもあるといえます。
90年代、より低コストな多層階防火試験方法「ISMA」が生まれ世界的な防火基準となって行きました。
その後1990年代に入り、多層階防火試験と同等の防火性能評価試験をより低コストで行える「ISMA」試験に変わりました。既にドライビット等EIFS商品は米国のみならず、諸外国へ輸出されていましたが、上階への防火性能を規制する考えは輸出先の各国でも必要となり、ISMAの合格をもって、「多層階建築への防火規制基準とする国」が増加して行きました。
現在、多くの先進国で外断熱を含む外壁の防火性能について厳しい法的規制が設けられており、防火・耐火試験が義務化されています。そのような状況の中「ISMA」は、上階延焼性を評価する有効な防火試験として、世界でも最も厳しく信頼性の高い試験として認知されています。
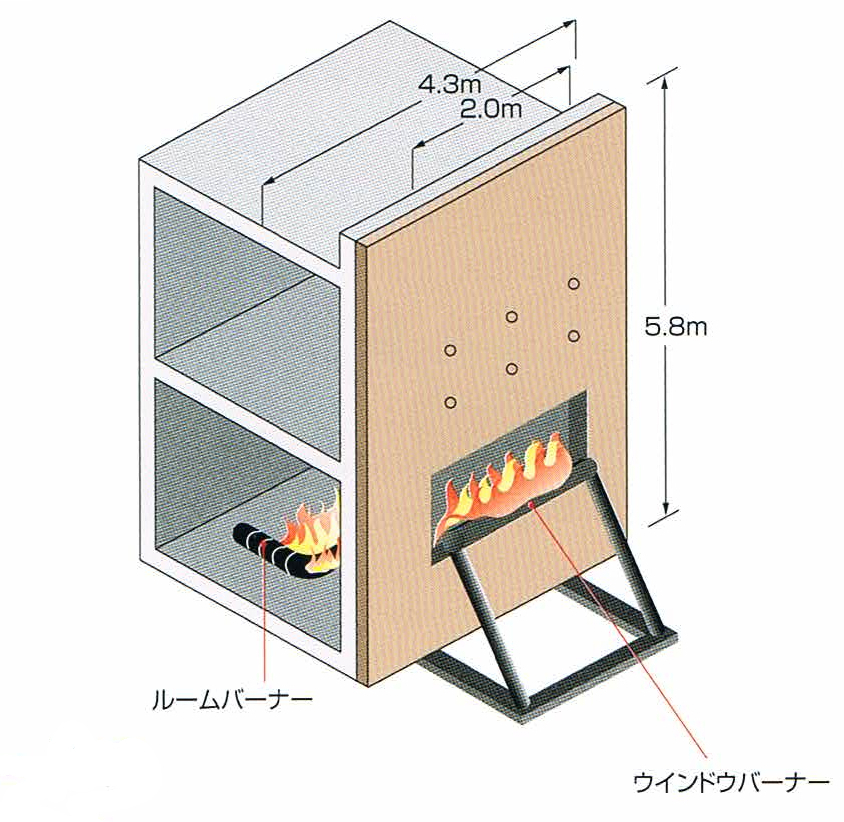
ISMAの試験装置
日本国内では「JIS A1310-2015 建築ファザードの燃えひろがり試験方法」が新規に制定されました。
建築物の外壁面に用いられる建築材料の火災安全性、樹脂系材料も含め可燃性外装材の燃え拡がりやすさを評価する試験方法が2015年1月に制定されました。
日本国内での実用性を加味した中規模型の試験であり、開口部から火災を噴出させ上下左右の全周で外装仕上げ材の火災拡大を評価できることが特徴です。
ドライビット「アウサレーション」は本試験で、その性能が確認されています。
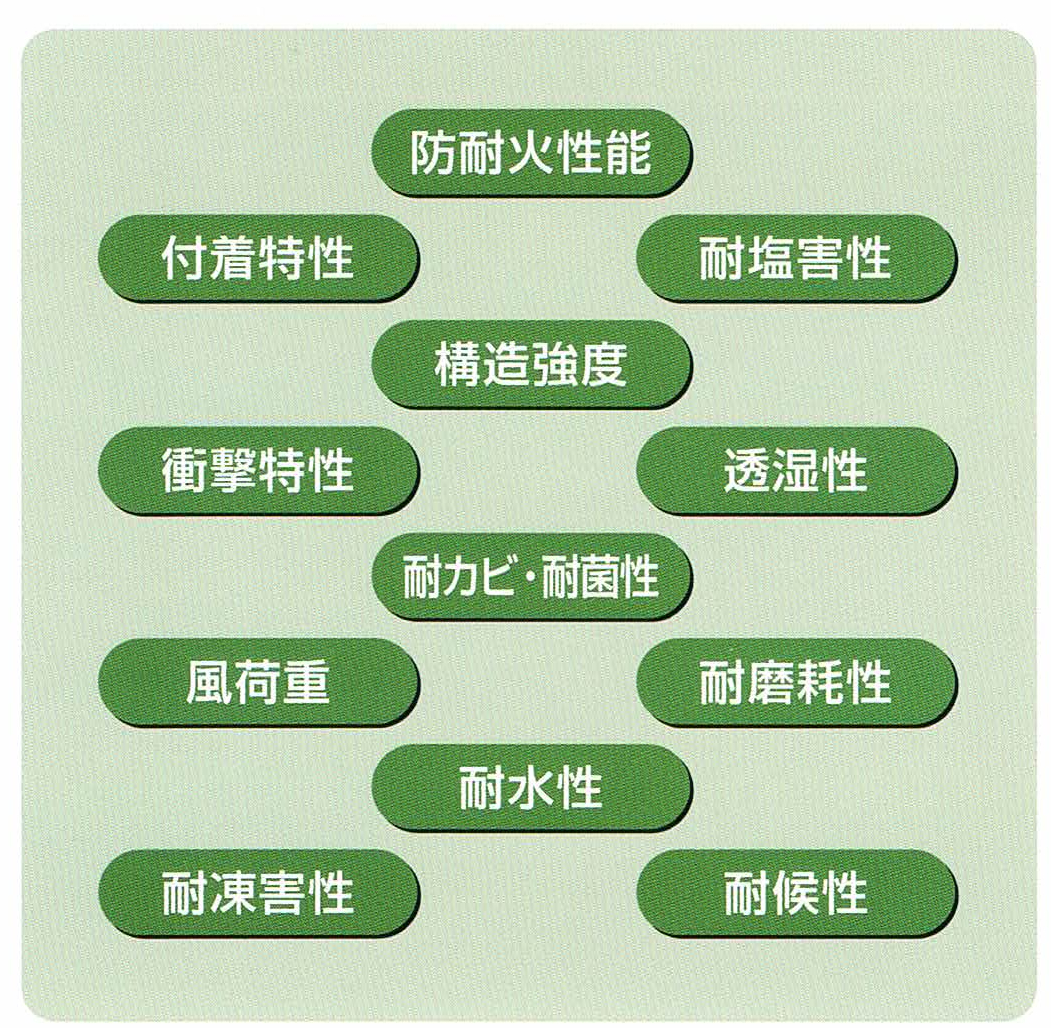
アウサレーション湿式外断熱工法は世界で最も厳しい品質性能基準に合格しています。
湿式外断熱工法の外壁に求められる性能は、防耐火性能のみならず、地震や台風等の自然災害への適応、長期的な社会インフラを確保する観点など多くの要求があります。
アウサレーション米国建築製品・技術評価機関であるICBO/米国国際建築主事会議(現在ICC/国際法規評議会に統合)が湿式外断熱工法に求める基準に対し、国内での対象とならない下表にある多くの項目すべての性能評価試験に合格しています。

アウサレーション湿式外断熱工法が実施した性能評価試験の種類
日本の防火・耐火基準に合格。安全性が立証されています。
アウサレーションはRC下地の耐火性能について、建築基準法に基づく性能評価を受け、大臣認定を取得しています。(大臣認定番号 FP120BE-0004)また、アウサレーションは国内において(財)建材試験センターで、その耐火性能の比較試験を行い、アウサレーションシステムを取り付けた躯体のほうが湿度上昇が少ないなど、良好な結果が報告されています。
施工手順
| 01 | プラスチック容器に接着樹脂材(ジェネシス)を注ぎ、ポルトランドセメントと混ぜ樹脂モルタルをつくります。 |  |
|---|---|---|
| 02 | 最下端部の軒天部、開口部回りなどに樹脂モルタルを塗り、補強用のメッシュの端部をはり付けます。(バックラップ用巻き返しメッシュの取り付け) | 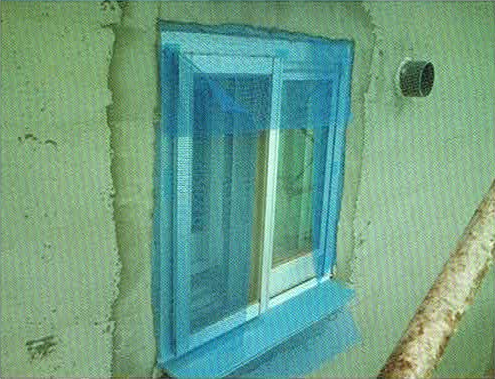 |
| 03 | ドライビットボードの裏面全体に、櫛目の付いたコテを用いて、接着樹脂モルタルをくし目状(不陸3mm未満)に塗ります。 | 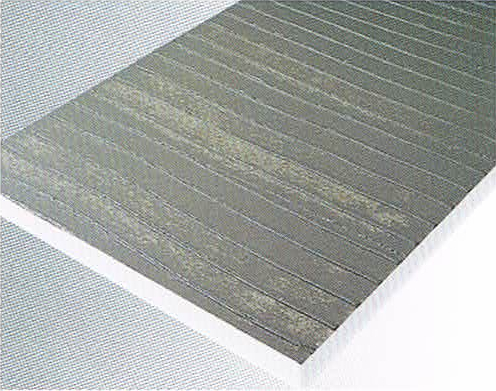 |
| 04 | ドライビットボードを連続して水平にはり付けます。 4-1. 平面部では、破れ目地(レンガ目地状)にはり付けて行きます。 4-2. コーナー部分の垂直のジョイントは、ジョイント部分が重ならないようにします。 |
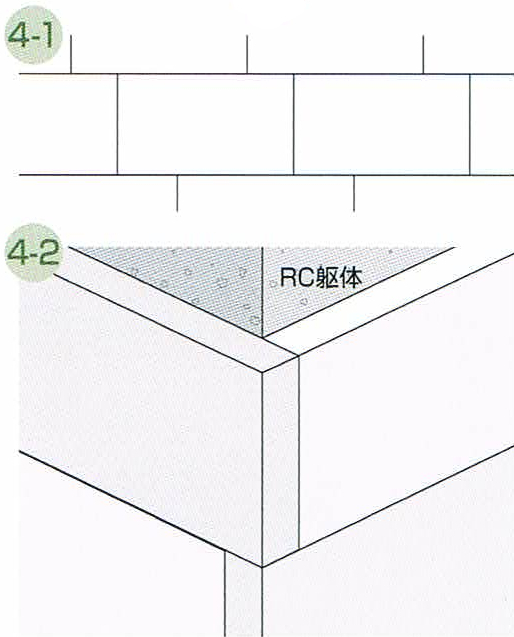 |
| 05 | ドライビットボードをはり付けた後、壁全体を定木(2~4列のボードの長さ)で叩き、表面が平滑であることを確認します。 ボードはり付け後、完全に硬化するまで少なくとも4℃以上で、約24時間の養生期間を設けてください。 |
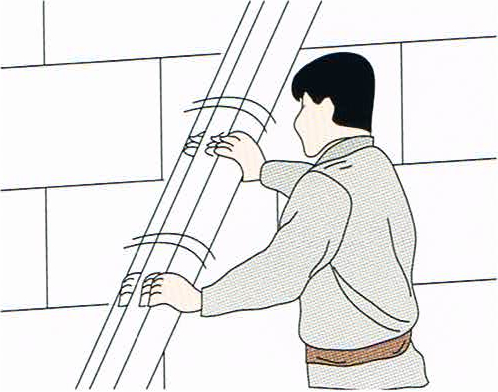 |
| 06 | 接合部に隙間がある場合は、ボードの小片を埋め込み隙間をなくします。 EPSの表面をサンディングしボード表面を平滑にします。 |
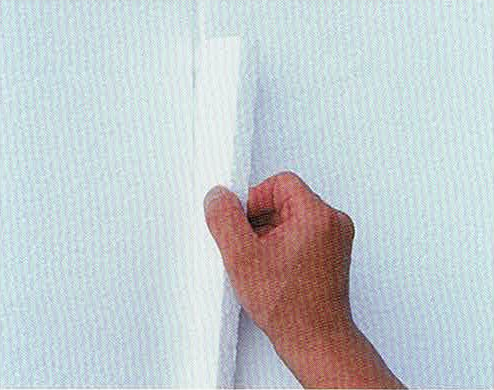 |
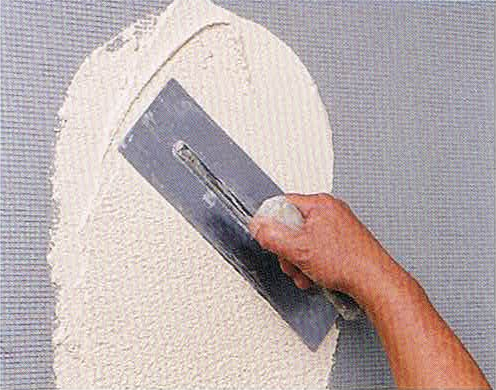
| 07 | 02ではり付けたメッシュを巻き上げ、断熱材小口をベースコートで覆います。 スタンダードメッシュをドライビットボードの表面にベースコートをコテで塗ります。スタンダードメッシュは四方少なくとも65mm位のオーバーラップで重ね合わされなければなりません。ただし、パンザーメッシュはつきつけてください。 スタンダードメッシュ伏せ込み後、完全に硬化・乾燥するまで、少なくとも約24時間の養生期間を設けてください。 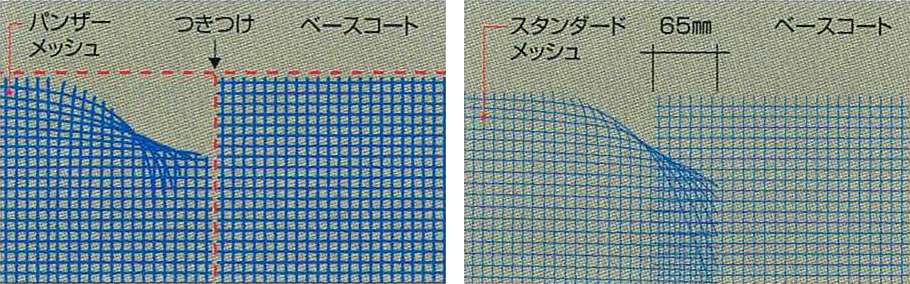 |
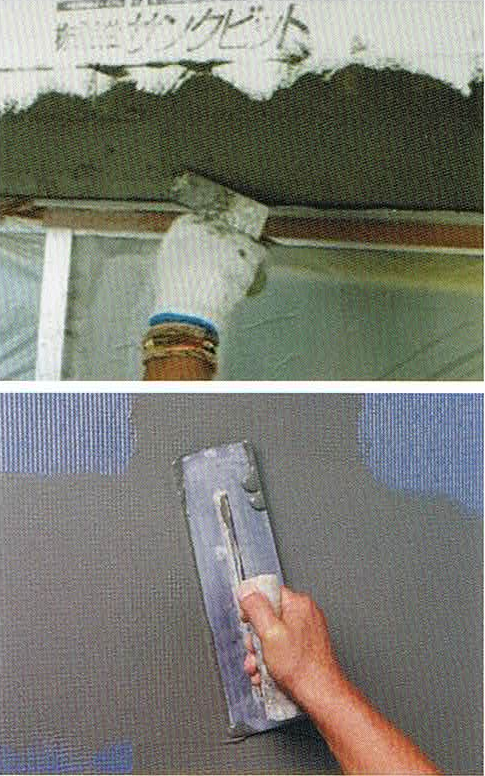 |
| 08 | ベースコートの上にコテを使用してフィニッシュコートを施工します。 コテさばきの統一や同種の道具を使用するなどして、均一な表面仕上げとします。 |
 |




